ROBOSCOPE VTM-5000 RSP
Robotic complex for non-destructive testing of welded rail joints in the technological flow of rail welding companies — ultrasonic phased array, laser profilometry, hardness and videomonitoring in one cycle.
Request QuoteTechnical Specifications
| Testing methods | Ultrasonic (phased array echo-pulse), Laser profilometry, Hardness measurement, Videomonitoring |
| Ultrasonic coverage | Rail base point, rail base, rail web and rail head — full cross-section |
| Scan zone | 250 mm in the weld zone, per RZD JSC guiding documents |
| Laser measurement | 2-axis triangulation sensor — no master-straightedge required |
| Probe calibration | Automatic, based on initial laser rail-position measurements |
| Total inspection time | Less than 3 minutes including laser gaging and online protocol |
| Integration | Integrable as a separate module into roller conveyer rail line |
Description
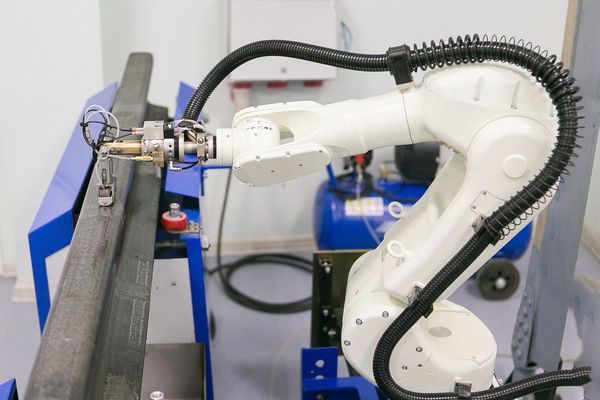
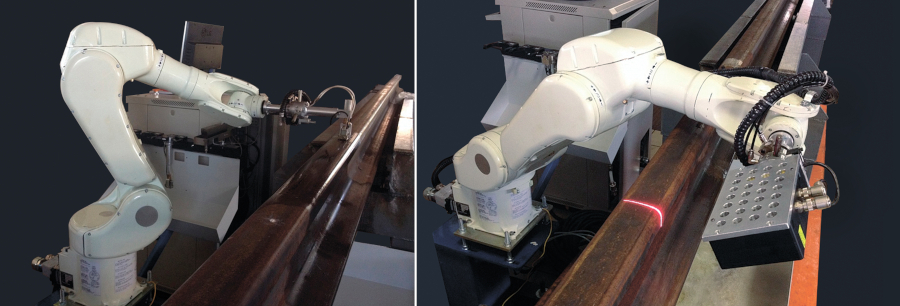
The robotic complex ROBOSCOPE VTM-5000 RSP is designed for non-destructive testing of welded rail joints in the technological flow of rail welding companies. The system performs laser geometric parameter measurement of the rail weld joint, hardness measurement, videomonitoring for burn detection, and ultrasonic testing of the entire rail cross-section using phased array probes. It is used at rail-welding enterprises, providing full quality control in accordance with acting regulations.
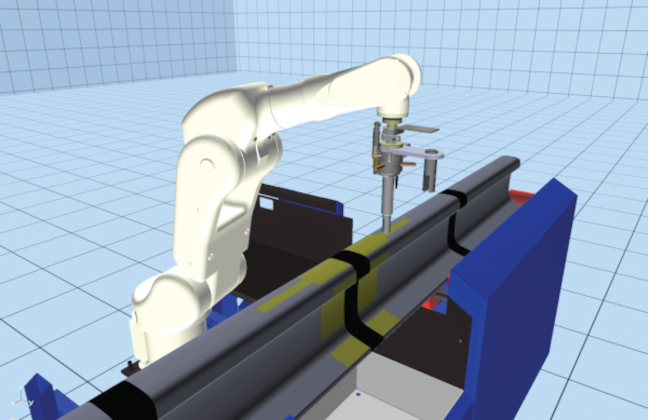
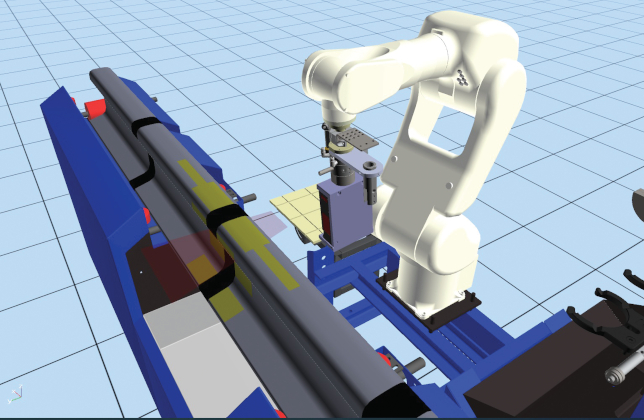
The output (acceptance) inspection of contact welded rail joints is performed by an echo-pulse method with phased array probes. The rail scanning zone (250 mm) is programmed according to RZD JSC guiding documents. The system is integrable into a process flow of rail welding factories as a separate module of the rail line (roller conveyor).
Welded joint geometric parameter measurement is carried out by a 2-axis triangulation sensor — no additional instruments such as a master-straightedge are required. Probe trajectory calibration for rail displacement on the roller table is performed automatically from the initial laser measurements. The total inspection time, including laser geometric gaging and online protocol formation, takes less than 3 minutes. Optionally, the system can be retrofitted with an eddy-current unit to detect cracks in the blind spot (8 mm) from the tread area.
Key Features
Gallery